




Stanzformlösungen für Heftklammerhalter
Eine Anastomose ist ein Gerät, das in der Medizin als Alternative zur manuellen Naht verwendet wird. Das Hauptarbeitsprinzip besteht darin, Gewebe mit Hilfe von Titanklammern zu durchtrennen oder zu anastomosieren, ähnlich wie bei einem Klammergerät. Je nach Anwendungsbereich lassen sie sich hauptsächlich in Hautanastomosen, zirkuläre Anastomosen des Verdauungstrakts (Speiseröhre, Magen-Darm-Trakt usw.), rektale Anastomosen, zirkuläre Hämorrhoidalanastomosen, Beschneidungsanastomosen, Gefäßanastomosen, Hernienanastomosen, Lungenschnittnähte usw. unterteilen.
Das instrumentelle Nähen hat folgende Vorteile gegenüber dem traditionellen manuellen Nähen.
| 1 | Einmalige Verwendung zur Vermeidung von Kreuzinfektionen. |
| 2 | Verwendung von Klammern aus Titan oder rostfreiem Stahl (Hautklammergeräte) für feste und lose Nähte. |
| 3 | Hat kaum Nebenwirkungen und reduziert wirksam chirurgische Komplikationen usw. |
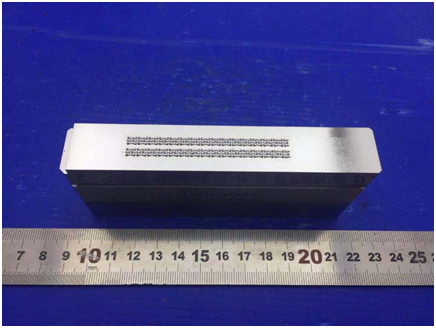
Ein wichtiges Zubehörteil bei einer Anastomose ist der Klammerhalter. Die Herstellung des Nagelhalters erfordert eine Form zum Prägen. Daher hat die Oberfläche der Prägeform einen direkten Einfluss auf die Arbeitsfläche des Nagelhalters.
ZOTEC Die Lösung für die Nagelhalterform sah wie folgt aus: Der Kunde wollte, dass die Ober- und Seitenflächen des Erodierkopfes für die Form poliert werden.
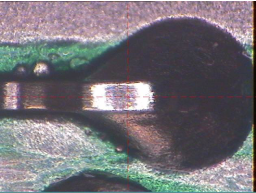
Vor der Bearbeitung Top-Kundenhandbücher Bearbeitet |
Bearbeitung 1,5 Stunden |
 |
 |
 |
 |
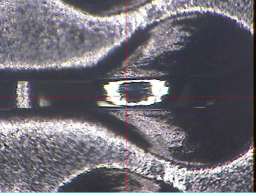
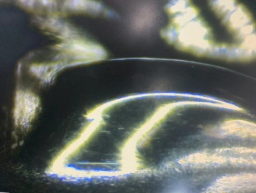
| Nach 30 Minuten Schleifzeit | Nach Mahldauer 1H |
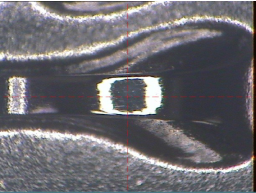
Nach 1,5 Stunden Bearbeitung wird
bestätigt, dass die Oberseite in Ordnung ist, aber die Oberflächenrauhigkeit
der Seite ist zu hoch, um die Anforderungen des Kunden zu erfüllen.
Wenn die Seiten vor dem Polieren auf dieser
Grundlage geschliffen werden, ist die obere Fase zu groß. Nach einem
anschließenden Gespräch mit dem Kunden vor Ort erfuhr ich, dass das Stempelteil
dieser Form tatsächlich in zwei Schritten durch Elektroerosion hergestellt
wird. Der erste Schritt ist die Bearbeitung der Seiten, der zweite Schritt die
der Oberseite.
Nachdem wir diese Informationen erhalten
hatten, konnte ZOTEC den Bearbeitungsprozess rechtzeitig debuggen. Nachdem die
Bearbeitungsseite des Kunden fertiggestellt war, wurde sie zunächst demontiert
und mit unserer Polieranlage DF-3 poliert.
Nachdem die Seiten entsprechend den
Anforderungen fertiggestellt sind, wird die Oberseite in einem zweiten Schritt
elektroerosiv bearbeitet. Anschließend wird die Oberseite manuell geschliffen,
bevor sie zum Polieren in die DF-3-Maschine eingesetzt wird.
Die Lösungszeit für ein Produkt beträgt ca. 8-12 Stunden, womit die Anforderungen des Kunden an das Anfasen der Oberkante und das Polieren der Seiten erfüllt und die Anforderungen des Kunden an die Bearbeitung erfolgreich erfüllt werden.